TEACHING MANUFACTURING SYSTEMS INTEGRATION TO THE UNDERGRADUATE STUDENT
The paper addresses issues that relate to teaching an undergraduate course in manufacturing systems integration. These include the selection of lecture materials, development of laboratory experiences that are closely coupled to the topics covered in lecture sessions, and the development of a term project that allows the student to synthesize and apply all the s/he has learned to a real-world problem.
Over the years manufacturing systems have evolved and grown in size, complexity, and sophistication. Despite these advances in manufacturing and the globalization of manufacturing enterprises concepts such as Computer Integrated Manufacturing (CIM) have not been realized to their full potential. Problems related to software and hardware interfacing and integration, and the management of information associated with various manufacturing operations have proven to be significant barriers in this regard. In order to be functional and competitive in such environments, engineers need to be intimately familiar with the design, implementation, and integration of modern manufacturing systems.
The paradigm shifts in manufacturing and the challenges that face the manufacturing community have led to an increasing focus on manufacturing curricula across the world. These include initiatives such as Curricula 2000, Profile 21, Manufacturing 21, and more recently the International Conference on Education in Manufacturing: Preparing World Class Manufacturing Professionals. These efforts have sought to address problems associated with specifying a minimum, irreducible, yet effective manufacturing curricula that addresses industry needs, curricular integration, the development of innovative delivery techniques, and experiential learning [1,2].
This paper deals specifically with the area of manufacturing systems integration. Issues related to systems integration are typically addressed at the graduate level, denying undergraduate students the opportunity to experience and experiment with systemic issues. The paper describes the educational methodology used to teach manufacturing systems integration in the undergraduate manufacturing systems engineering program (MSE) at GMI.
PROFILE OF THE INSTITUTE
GMI Engineering & Management Institute is a fully-cooperative private engineering college and offers ABET-accredited Bachelor of Science degrees in Computer, Electrical, Mechanical, Industrial, and Manufacturing Systems Engineering. Other programs include Applied Mathematics, Environmental Chemistry, Computer Science, and Business Administration. The GMI system of education is unique with its five-year, fully cooperative program featuring alternating 12-week academic terms and cooperative assignments in industry. The Institute has over 550 cooperative employers with over 700 locations nationwide. During the final phase of the program, each student undertakes a thesis on a significant problem faced by the cooperative employer, under the joint supervision of a GMI faculty member and an industrial advisor.
THE MANUFACTURING SYSTEMS ENGINEERING (MSE) PROGRAM
The curriculum for the ABET-accredited Bachelor of Science degree in Manufacturing Systems Engineering is based upon criteria specified by the Society of Manufacturing Engineers. The first two years of the program cover courses in Mathematics, Physics, Chemistry, Humanities, Social Sciences, and Management. In addition, basic engineering courses on Manufacturing Processes, Statics, Problem Solving Using the Computer, and Computer Programming are also covered. The manufacturing systems engineering core is covered in the junior and senior years and addresses:
While the above areas identify the core elements of a sound manufacturing program, it takes considerable effort to convert topical coverage on paper to structured, logical, cohesive, and coherent programs of study. Curricular integration activities at GMI spirals out from the core as defined by ABET-criteria to the desired global understanding of manufacturing systems required of its graduates. Manufacturing systems integration is covered in the senior-level Computer Integrated Manufacturing (CIM) course and supported by the CIM Laboratory.
THE CIM LABORATORY
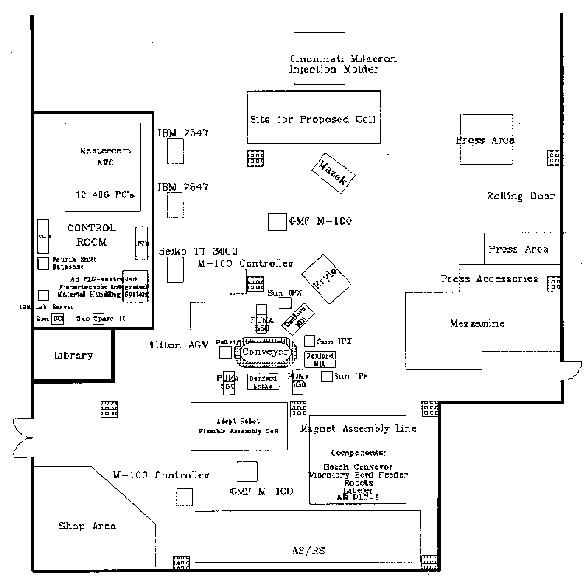
One of GMI's most prominent laboratories is the Computer Integrated Manufacturing (CIM) laboratory, and appears in Figure 1. This facility provides undergraduate students with a sophisticated environment in which they can learn about, experiment with, and conduct projects and research activities in CIM. The laboratory is part of the Industrial and Manufacturing Systems Engineering (IMSE) Department and supports classes in NC Systems, Robotics, and CIM. The industrial grade facility features an AS/RS, an AGV, twelve robots, machine vision, Auto ID equipment, five CNC machines, Allen Bradley Programmable Logic Controllers, conveyor systems, twelve 486-based personal computers, three Sun IPX's, a Sparc 10, and a Sparc 20. The laboratory was recently endowed by the addition of a PLC-controlled magnet assembly line from Weldun International, Inc. A layout of the CIM laboratory appears in Figure 1.
Figure 1: CIM Laboratory
The equipment is configured into cells for material storage, material handling, machining, and assembly. The facility is based on the NIST- AMRF (National Institute of Standards and Technology - Automated Manufacturing Research Facility) hierarchy, and uses supervisory computer control techniques to integrate the various cells.
Currently the facility uses CIManager - a Microsoft Windows-based automation software package from CIMULUS, Inc. and CELLworks - a UNIX-based enabling software for workcell control from FASTech Integration, Inc. for this purpose. Fourth Shift - an MRP-based manufacturing management software package from Fourth Shift Corporation is being integrated with the CIManager software in some of the cells in order to integrate all functions related to the production process.
PROFILE OF THE CIM COURSE
The CIM course runs twice a year in the Summer and Fall terms with senior-level students. Over a twelve-week term the students are exposed to the various components of CIM systems through multimedia lecture sessions and laboratory exercises. The class meets three times every week for hour-long lecture sessions and once a week for two hours of laboratory work. Lecture sessions are supplemented by various assignments. Laboratory exercises are supplemented by mini-projects for each laboratory exercise and a term project that provides a view of the "big picture" by requiring students to integrate the core areas of competence that they acquire over the duration of the term.
Lectures sessions address the following areas [3]:
Laboratory topics include the following:
The combination of lecture and laboratory sessions provides students with the background needed for the term project.
THE TERM PROJECT - A CAPSTONE EXPERIENCE
Students are expected to learn the operation of various components of the CIM laboratory, and then take a product from an initial concept all the way to actual production while integrating various cells in the facility. Students thus acquire skills in applying the principles of concurrent engineering and integrating manufacturing systems. In addition they develop/refine interpersonal, team, and communication skills.
Student teams are formed with 3-4 students per team with leaders who are elected or volunteer for the job. Team leaders are responsible for their assignments within the group, and are also required to coordinate activities within the team, ensure adherence to the Gantt chart developed by each team, communicate problems/issues to the consultants, and ensure the timely delivery of progress reports. A GMI co-op (the term is used to describe students who spend a term working in a selected laboratory as part of the co-operative experience) or a selected student serves as the project coordinator to ensure compliance with the overall timeline developed for the term. The CIM Lab technician and the authors serve as consultants to all teams.
Student teams are required to develop a product that can be manufactured in the CIM laboratory using existing facilities. Product development is undertaken using brainstorming and Concurrent Engineering techniques. Manufacturability and assemblability considerations are of paramount importance at this stage due to the nature of the hardware being used, and the sharing of the hardware with other student teams working on different products. The design process is followed by the development of the Bill of Materials (BOM) to decide upon make/buy issues and exporting the CAD files to Mastercam for the generation of NC part programs. Two and three-dimensional toolpaths are created in Mastercam in preparation for the CNC machining phase of the project. These toolpaths are verified in Mastercam, post processed, and downloaded to the Kryle VMC using serial links. Graphical verification is undertaken on the Kryle to ensure a safe and accurate machining cycle, and this is followed by the actual machining of the product/components.
The teams develop and fabricate the fixtures for the assembly of their products. They also design, machine, fabricate, and install the necessary "fingers" on the robot end effectors used in the CIM Lab. This stage takes some planning and co-ordination among the various teams and ultimately results in sets of inserts in order to accommodate different product configurations. Students then develop robot programs for assembly and teach all necessary points. The final stage involves the development of supervisory control and integration solutions using the CIManager software.
CIManager permits the integration of a variety of devices distributed across a site by providing the tools necessary to specify system control logic, develop device drivers, and create graphical displays of system information [4]. System control logic is developed using graphical flowcharts featuring structured programming constructs. Device drivers needed to communicate with external equipment are custom-developed inside the CIManager environment. Graphical displays are created using CIManager's MFI (Human/Factory Interface) for purposes of displaying factory and status information. The interrelationships of the modules that students work with is shown in Figure 2. Students handle lower levels of integration by using serial links to the equipment on the shop floor. Integration across multiple cells is handled using CIManager's networking capabilities and the ethernet in the facility.
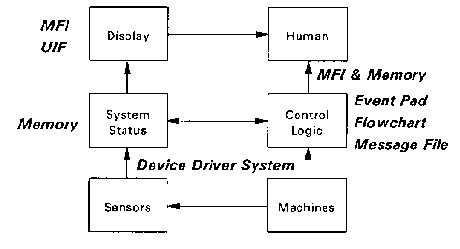
Figure 2: CIManager Modules
CONCLUSIONS
The course in its present form has been very well received by the students and it continues to be a source of inspiration for the faculty and staff who visit and use the facility. This is especially the case as GMI moves towards its goals of curricular integration and enterprise-wide manufacturing. Preparation for the course is intensive and time-consuming and the delivery relies very heavily on a timely and well-orchestrated sequence of lectures and laboratory exercises. These provide the student with an insight into the workings of an integrated manufacturing system. Team projects enable students to plan a system from the top-down and then work on its implementation from the bottom-up. The synergy of technical, interpersonal, and communication skills developed by the teams, provides students with a learning experience that is superior to isolated individual experiences. Project planning and management are vital to the success of the term project as is the selection of products that are manageable within the time available to the students. Typical products manufactured in the integrated facility include a multi-level tetrahedron, a cooler, desk set, a jewelry box, a three-dimensional maze, puzzles, a diablo (juggling device), a CD rack, and a clock facade.
BIBLIOGRAPHY
1. Koska, D.F. and J.D. Romano "Countdown to the Future: The Manufacturing Engineer in the 21st Century", A.T. Kearney Research Study, Profile 21, Executive Summary, SME, Fall 1988.
2. Arthur, A.A., D. Wells, and P.J. Demers, "Curricula 2000 Workshop Proceedings: Ideal Models in Manufacturing Education", SME, February 1990.
3. Rembold, B.O. Nnaji, and A. Storr Computer Integrated Manufacturing and Engineering, Addison-Wesley Publishing Company, (1993)
4. Faler, W, Carmichael, D., CIManager Users Manual, CIMULUS Inc., MI. (1994)
BIOGRAPHY
Dr. Winston Erevelles is an Associate Professor of Manufacturing Systems Engineering at GMI Engineering & Management Institute. His teaching and research interests are in the areas of CIM, Robotics, and Manufacturing Systems. He has a B.S. in Electrical Engineering from Bangalore University, India, and M.S. and Ph.D. degrees in Engineering Management from the University of Missouri-Rolla. He has worked as a Service Engineer and Plant Manager at Mykron Engineers, India. He is an active member of SME, ASEE, and AAAI. He is a recipient of the 1996 Society of Manufacturing Engineer's Philip R. Marsilius Outstanding Young Manufacturing Engineer Award. He is also a recipient of the 1996 GMI Alumni Association Award for Outstanding Teaching in Manufacturing Systems Engineering. Dr. Erevelles serves as the Chairman of the Saginaw Valley Chapter of the Society of Manufacturing Engineers and as the Program Chairman and Chair-Elect of the Manufacturing Division of the American Society of Engineering Education.
Dr. Stephen E. Aylor is an Assistant Professor of Manufacturing Systems Engineering at GMI Engineering & Management Institute. His teaching and research interests are in the areas of CIM, Robotics, and Manufacturing Processes. He has a B.S. in Civil Engineering from Gonzaga University, and B.S., M.S. and Ph.D. degrees in Engineering Management from the University of Missouri-Rolla. He served in the U.S. Army earning the rank of Captain. Following that he worked as a project engineer and a field engineer for Crane and Fleming in Hannibal, MO for 2 years. He is an active member of SME, ASEE, and IIE. Dr. Aylor serves as the Certification Chairman of the Saginaw Valley Chapter of the Society of Manufacturing Engineers.
 Back to Table of
Contents
Back to Table of
Contents