COMBINING PROCESS IMPROVEMENT AND
MANUFACTURING
© 1997 Dr. Warren P. Scarrah*, Professor
Department of Chemical Engineering
Montana State University
Bozeman, MT 59717
Tel: (406)994-5926/ Fax: (406)994-5308/ E-mail: WarrenS@coe.montana.edu
ABSTRACT
Proven methods are available to search for improved manufacturing conditions without
experiencing economic penalties. At an industrial scale it is important that any operating
adjustments avoid the production of off-specification product, shun unexpected product
variations, and directly relate any operating variable changes to resulting process effects.
Experimental designs and optimization methods provide a structured approach to process
improvement. They are efficient in that they maximize the amount of information
that can
be obtained from experimental measurements and expansive in that they often
detect
favorable operating conditions not previously considered. Unfortunately, these structured
methods, developed to guide small-scale studies, have limitations reducing their appeal for
industrial applications: (1) they rely on observing comparatively large process effects so that
the influence of random process variations (noise) can be ignored and (2) they
simultaneously investigate several variables with the result that the effects of individual
variables are often obscured. Although coined to identify a particular process improvement
technique, Evolutionary Operation has since become a generic term identifying process
improvement methods suitable for use with manufacturing operations. Two appealing
Evolutionary Operation adaptations are EVOP and SEVOP. Both take advantage of multiple
replications to keep process effects small enough to satisfy manufacturing quality
requirements. In addition, both methods are able to adopt favorable process improvements
unexpectedly generated by the interaction between operating variables. EVOP (the original
evolutionary operation technique) was developed by G.E.P. Box at Imperial
Chemical
Industries and has been widely applied in industry. It is based on a particular experimental
design, the factorial design, in which up to three variables can be simultaneously studied.
After completing an EVOP phase, a team of experts reviews the results to select the
conditions for the next phase. SEVOP (singular evolutionary
operation) is a recent
development at Montana State University that is based on two of the simplest structured
techniques: the paired observations experimental design and the Hooke-Jeeves optimization
method. During a SEVOP phase, all operating variables are separately studied to explore the
influence of each. Using the optimization method, the combination of variable settings is
continually adjusted to seek the most promising operating condition. Very few heuristics
were suggested for EVOP, but these have been expanded to include applicable
rules-of-thumb from the more extensive collection developed for SEVOP. To simplify the
application of the SEVOP heuristics, they have been organized into a practical decision
strategy. Effective worksheets arrange EVOP and SEVOP process measurements and
calculations so that interpretation of results is apparent. Experience has proven that an
excellent means for assimilating EVOP and SEVOP concepts is to practice applying them to
realistic industrial process simulations.
INTRODUCTION
Why is it important to incorporate process improvement into manufacturing operations?
Consider these 1991 remarks by D. Allan Bromley, assistant to President George Bush for
science and technology in the Executive Office: "... In science and technology we tend to
focus on the revolutionary types of discoveries, the ones for which people are awarded Nobel
prizes, rather than on the evolutionary developments. Yet these evolutionary advances allow
companies to bring products to the market a little faster, a little cheaper, and a little more
reliably, thus gaining market share. In general, these evolutionary developments are not
spectacular and attract none of the attention and media coverage -- not to mention
professional recognition or reward -- that goes with the revolutionary developments. Yet I
am convinced that they are as important -- if not more important -- in the competitiveness of
American industry" [1]. Although these comments addressed the situation in the United
States of America, they are pertinent to any modern business whose prosperity is contingent
on successful globalization.
It must be recognized that there is a need to improve both new and
mature manufacturing
processes. Regardless of the extent of prior testing and conscientious design, every new
installation requires some adjustment to find the best operating conditions for that particular
facility. Even then the degree of fine-tuning is limited by striking a balance between the
advantages to be gained by additional process explorations and the necessity to settle into an
economically-viable operation as soon as possible. As a process matures it usually sustains
changes in equipment, personnel, raw materials, and product specifications -- it is unlikely
that it is operating as effectively as possible.
Process improvement at an industrial scale introduces three unique constraints not relevant
to small-scale studies. First, most processes involve multiple steps or stages -- changes in a
particular stage must be introduced cautiously to avoid disrupting normal operating
procedures elsewhere in the process. Second, because of the large quantities involved, the
production of off-specification product must be avoided. Finally, it is important that the
product remains consistent -- even though the product may be improved, different properties
might cause problems for customers relying on current product characteristics. Violation of
any of these constraints usually results in an unnecessary economic penalty.
SYSTEMATIC TECHNIQUES
Intuition always has and probably always will play a role in process improvement. However,
the intuitive approach often involves unacceptable economic risks (see above) and is
particularly ineffectual for analyzing variable interactions. The importance of variable
interactions can be illustrated by observing how the selectivity for producing a desired
product in a chemical reactor is affected by changing the reaction time and temperature
(Figure 1). When the temperature is held at
T1 and the time increased from 1 to 2, the
selectivity increases 2% (43% less 41%). Likewise, when the reaction time is held at
1 and
the temperature increased from T1 to T2, the selectivity decreases 3%
(38% less 41%).
Instinctively it seems that if the time and temperature were simultaneously increased that the
change in selectivity could be predicted by combining the individual effects of each variable
-- a 2% gain due to time less a 3% loss due to temperature should result in a net loss of 1%.
However, it is obvious from Figure 1 that the actual effect would be a net
gain of 31% (72%
less 41%). Variable interactions can be detrimental as well as favorable; in either case,
successful process improvement depends on recognizing how they affect production.
Systematic process improvement techniques include (1) experimental designs and (2)
optimization methods -- they are attractive because they are both efficient and expansive.
Experimental designs are efficient because they obtain the maximum amount of information
from a given number of experiments and they are expansive due to their ability to detect the
existence of favorable variable interactions. The efficiency of optimization methods is
derived from the speed at which they can find the best operating conditions; expansivity is
the result of their ability to incorporate any beneficial variable interactions.
Because the systematic techniques were developed for use with small-scale experimental
facilities or for solving mathematical models, they usually violate the previously-noted
constraints associated with improving processes at the industrial scale. However, in the
1950's G.E.P. Box introduced Evolutionary Operation (EVOP) -- a widely-accepted method
for improving manufacturing processes. It must be emphasized that EVOP is a routine
method for permanent process operation, not an experimental procedure that could interfere
with efficient process operation and require special testing personnel. The significant
characteristic of Box's EVOP is that it combines small variable perturbations and numerous
replications of every process adjustment with statistical analysis. Every process contains
random process fluctuations (noise) typically caused by such factors as raw-material
variations, equipment deterioration, and instrument corrections. Because process responses
to variable changes and the random noise may occasionally have comparable values,
replication allows the effects of the noise to average out so the true effects of the variable
changes can be determined. There is little risk in the EVOP approach because drastic effects
on the process or product are avoided. The widespread success of Box's EVOP led to the
generation of a number of new methods purported to be applicable to improving
manufacturing-scale processes. In fact, EVOP has effectively become a generic term
referring to methods used to improve manufacturing processes.
EVOP in the Curriculum
In engineering education a "capstone" design experience is usually relied upon to bind
academic and industrial perspectives together. Process improvement using EVOP is another
valuable approach for engaging students in practices pertinent to industrial practice. In the
Department of Chemical Engineering at Montana State University, several EVOP methods
are introduced following this sequence: (1) overview, (2) statistical methods, (3) definitions
and nomenclature, (4) heuristics, (5) worksheets, (6) heuristics exercises, (7) comprehensive
process study, and (8) wrap-up discussion.
The overview is used to emphasize the importance of continual process
improvement and
identify how a study of a manufacturing-scale process differs from that of a bench-scale or
pilot plant operation. It is made clear that EVOP methods are applicable to both physical
and chemical processes. A summary of an EVOP study as a process progresses from its
normal operating condition to an improved situation is visually presented. In fact, visual
explanations are used whenever possible to present any new information -- they are effective
in providing comprehensible explanations. However, the number of process variables that
can be visually represented is limited (in the overview a 2-variable study is used).
Simple statistical methods are used to calculate (1) the mean, variance, and
standard
deviation of a sample, (2) the effects associated with variables and variable interactions, (3)
the standard errors of the effects, and (4) the error limits. The effects and error limits are
compared to determine the significance of the results of the variable perturbations.
Emphasis is placed on clarifying what the calculations represent rather than in just providing
an algorithm to simplify their execution. Special attention is given to illustrating what is
meant by variable interactions. Short assignments give the students practice in making these
statistical calculations.
Definitions and nomenclature differ between EVOP methods;
therefore, it is essential that
the jargon peculiar to each method is made obvious. A list of this information is given to
each student and the items are discussed.
The heuristics are the foundation upon which each method is based. A
compilation of
heuristics is given to each student organized relative to (1) global heuristics that apply
throughout the method, to (2) decisions that must be made to select the size of a variable
perturbation and whether to change the reference value of a variable, and to (3) alternate
heuristics that apply depending on whether or not a range of variable levels has been
established that brackets the best level. A justification is given for each heuristic and
numerical examples of their application to a process are presented. It is emphasized that the
heuristics are usually reliable and are based on experience gained by using the method.
However, engineering judgment can be used to alter their application whenever their
consequences on the process or product may be too uncertain or possibly unacceptable.
Heuristics have been organized to form a decision strategy. The strategy is currently being
converted into a decision tree that can be readily implemented as an expert system and/or
programmed instruction. Beyond clarifying the EVOP methods and simplifying their
application, the decision tree strategy could be integrated into process control software.
Although the individual heuristics are simple, their collective application can become
confusing. As an example, the perturbation size for different variables may expand, contract,
or remain constant -- different heuristics apply to each situation. It is important to organize
the information being generated by an EVOP study so that it can be easily understood.
Comprehensive worksheets have been developed to simplify the calculations
required to
invoke the heuristics; they also provide a record of the course the EVOP study has taken.
Each student completes the worksheets as the results of a partial example of a process
improvement study is introduced and discussed.
Because active student participation is a more effective learning alternative than passive
observation, heuristics exercises are provided to involve each student in their
application and
to provide practice in situations that past experience has shown to cause difficulties. It is not
necessary that every possible situation be explored because this usually occurs while
completing the comprehensive process improvement study.
In a classroom environment, a comprehensive process study necessitates the
availability of a
realistic process simulation. A FORTRAN simulation has been developed that includes the
effect of random process noise on the process responses. In addition to providing process
responses for replicate runs, the simulation calculates the necessary variable effects and their
associated error limits. Several industrial processes have already been modeled. It is a
straightforward procedure to generate new industrial simulations by modifying the
FORTRAN program -- only the mathematical model for a process and its standard deviation
have to be known. A significant improvement recently initiated has been to provide students
with a simulation executable file for PC use instead of only having it available on a
mainframe computer. Each student is given an initial and different operating condition
providing a reasonable process response but allowing room for improvement. The objective
is for the student to better the process response as much as possible by changing the levels of
the process variables. Two different types of comprehensive studies have been assigned:
complete and partial studies. A complete process study usually requires that the EVOP
method be repeated many times and invokes practically all of the heuristics before
identifying the best variable levels that can be determined using the method. A quicker
partial process study is more appropriate for workshop settings. The EVOP method is
applied for only a certain number of times after starting from the initial operating condition.
Subsequently, each student is provided with another unique operating condition along with
suggested variable perturbations that will most likely bracket or enclose the best level for
each variable -- this allows practice in recognizing when the best conditions have been
attained within the limitations of the EVOP method. Although the complete process study is
more time-consuming, the students come to the realization that EVOP is deliberate and
long-term program -- it requires patience to improve a process while simultaneously satisfying
product and process specifications. The self-correcting properties of EVOP also become
apparent -- if a poor decision is made in selecting the size and/or direction of a variable
perturbation, this will become obvious and can be subsequently corrected.
A wrap-up discussion is the final step in presenting each EVOP method.
Completion of the
comprehensive process study assures that the heuristics and strategy for employing them are
fairly-well assimilated. The wrap-up provides an opportunity to identify situations where
heuristics may be confusing or contradictory. In fact, suggestions generated by such
discussions have influenced the maturation of each EVOP method. Perhaps the most
beneficial result of this step is the realization by the students of the validity of the EVOP
approach; a comparison of their process studies shows they generally finish with similar
variable levels and process responses even though they started from substantially different
initial operating conditions.
Factorial EVOP
Factorial EVOP was the initial evolutionary operation adaptation developed by Box [2]. It
uses 2-level factorial experimental designs to simultaneously consider the effects of up to
three variables. No optimization method is employed. A factorial design consists of every
combination of all the variables at their two levels. In addition, a reference point is added to
the center of the factorial design -- it is recommended that the current operating conditions
be selected for this reference point. The purposes of the reference point are (1) to identify
any curvature effects associated with the variables and (2) to provide a baseline for
estimating the "cost" of the study by comparing the factorial design process responses with
that at the normal operating conditions. Judgment is used to determine the reference point
and variable perturbations for succeeding factorials -- it is recommended that these decisions
be made by an advisory committee including personnel with a broad range of expertise.
Figure 2 concisely illustrates the factorial
EVOP method: the open circles identify the initial
factorial experimental design and the solid circles indicate the reference points at the center
of the initial and subsequent factorial designs. The variable levels for a 2-variable factorial
design are represented by the four corners of a rectangle -- the dimensions of the rectangles
change as the study progresses and the effects of variable changes become different.
Judgment was used to select subsequent factorial designs until the best operating conditions
were reached. The reference point was not changed unless a significant improvement of the
process response had been realized; the sizes of the variable perturbations were adjusted so
that they had significant, but not excessive, effects. The 2-variable study shown in Figure 2
was made using a simulation developed for maximizing the modulus of elasticity of a
propellant by adjusting its binder, oxidizer, and fuel compositions [3].
The choice of the factorial experimental design does, however, have some drawbacks.
Because the variables are simultaneously changed for every run, the entire design must be
completed before individual variable effects and interactions can be identified. The practical
limit of considering only up to three variables is due to a combination of (1) the necessity to
complete the entire design before the data can be analyzed and (2) the fact that the number
of runs doubles for each additional variable considered. Unfortunately, the choice of the
current operating conditions for a reference point results in about half the runs in the
experimental design having responses inferior to that at normal operation. Because of
process constraints it is occasionally impossible to operate at all the combinations of variable
levels required by the factorial design. Factorial designs also limit flexibility in that it is
difficult to (1) add or delete variables and to (2) consider variables with only discrete rather
than continuous levels.
Because of the reference point and replications included in factorial EVOP, the statistical
calculations differ from those used to analyze standard factorial designs; however, a
thorough explanation of the simple procedures is available [4]. The calculation of the
standard errors of the effects is simplified by estimating them from the range of differences
between current and average process responses. A cycle is defined as one replication of all
the runs required for all the variable level combinations in the factorial design plus the
reference point. A phase consists of all the replications of the cycle for a particular factorial
design. From seven to ten cycles are recommended for every phase.
Although Box suggested that the progression of a his EVOP method be based on human
judgment, experience with the approach at Montana State University has generated some
effective heuristics useful in guiding a factorial EVOP study. The worksheets provided by
Box and Draper [4] use Yates' algorithm -- an efficient scheme that unfortunately obscures
the meaning of the calculations. Earlier worksheets that clearly indicate what the
calculations represent have been found to be superior for student use [5].
The comprehensive process study consists of an assignment to maximize the extraction yield
of a pharmaceutical product as a function of three variables -- two additives and the pH [6].
An example of the information provided for a factorial EVOP phase by the process
simulation is shown in Figure 3. Note that all three
variables were perturbed simultaneously.
Analytical information provided after each cycle includes the average responses for every
run, the variable effects and interaction effects, and the change-in-mean or cost of the study
along with the error limits for all of the quantities.
Advantages of factorial EVOP include:
- widespread industrial acceptance
- avoidance of drastic process or product effects
- multiple measurements of effects
- simplified standard error calculations
- quantitative measurements of variable interactions
- a simple decision strategy relying on judgment
Singular EVOP
The generation of singular EVOP over the past five years has been based on the author's
experience in industrial process improvement and the development of academic courses in
optimization and process engineering. Both a simple experimental design and a simple
optimization method are employed. The experimental design consists of seven
measurements of the process response at both the normal (reference) level and a perturbed
(exploratory) level of a process variable; these are statistically analyzed as paired
observations. It must be emphasized that only one variable at a time is perturbed so
that
there is a direct relationship between changes in that variable and the resulting process
response. The optimization method determines the size and direction of the variable
perturbation. Although the Hooke-Jeeves optimization method [7] was not conservative
enough to be used with manufacturing operations, it provided the inspiration for the
optimization method that has been developed. Depending on the effect a variable has on a
process response, it is classified as belonging to one of three stages: expansion, moderation,
or contraction. Heuristics guide the transfer of a variable between stages, the selection of
the size and direction of a variable perturbation, and the decision to change the reference
level of a variable. The reference level of a variable is changed only if there is a significant
improvement in the process response. An earlier article provided a general outline of the
singular EVOP approach, but it has been substantially improved since that time [8].
An illustration of the singular EVOP method is shown in Figure 4; the
open circles again
represent the original experimental design and the solid circles the progression of the
reference points until the best operating conditions were determined. The experimental
design consists of investigating each variable separately -- the variable is perturbed and the
process response at the reference and exploratory levels compared. If a significant
improvement is observed, the study of that variable is stopped and an intermediate reference
point is established at the exploratory level. Otherwise, both positive and negative
perturbations can be explored and sometimes a single adjustment in the perturbation size can
be made. The experimental design is completed after all the variables have been studied.
Figure 4 shows that an increase in the binder mole fraction diminished the
response while a
decrease improved it; the same result was obtained when perturbing the oxidizer mole
fraction. Therefore, the final reference point for the experimental design was moved to the
low levels of both the binder and the oxidizer. Heuristics guide the direction and size of
variable perturbations for subsequent experimental designs. As in the factorial EVOP study
(Figure 2), the sizes of the variable perturbations were adjusted to be
significant but not
excessive. A comparison of Figures 2 and 4 shows
that singular EVOP reference points
move toward the best operating conditions much more quickly than the factorial EVOP
reference points even though the successive changes in process responses were comparable
using both methods. The explanation is that about half the perturbations in a factorial EVOP
experimental design are in directions giving poorer responses while singular EVOP usually
proceeds only in the the directions giving better responses.
The expansion stage is used to determine initial bounds within which the level
of a variable
can fluctuate without significantly diminishing the process response. At the beginning of a
singular EVOP investigation, it is likely that a variable can be perturbed in either direction,
i.e., its value can both decrease and increase. It is also probable that the largest changes in a
variable's level will occur early in a study because (1) process changes that normally evolve
have not been thoroughly evaluated or (2) variable interactions have not been explored.
Provision is made to transfer a variable forward to the "moderation" stage after it has been
enclosed, i.e., both upper and lower bounds have been identified. The defining characteristic
of this stage is that the size of the perturbation can be expanded on one or both directions.
After a variable has been enclosed, the range between the lower and upper bounds may be
quite broad. The purpose of the moderation stage is to approximate the best
variable level
within this interval. Because of variable interactions, the allowable range of a variable may
change -- provision is made to transfer the variable back to the "expansion" stage or ahead to
the "contraction" stage when appropriate. The defining characteristic of this stage is that a
single, conservatively-sized perturbation is used in one or both directions.
The contraction stage is used for "fine-tuning" to find the best level for each
variable. This
stage is not invoked until all the variables are simultaneously transferred into it. The
defining characteristic of this stage is that the size of the variable perturbation can be
reduced in one or both directions. The perturbation size of each variable will be reduced to
at least 25% of that used in the "moderation" stage with larger reductions possible when
appropriate.
The significance of the difference between the reference and exploratory level responses is
resolved using the standard statistical analysis for paired observations [9]. A factorial EVOP
cycle consists of one set of seven replicates of a pair of exploratory and reference levels for a
variable; one to four cycles may be required to determine the effect of each variable. A
phase includes all the cycles required to investigate all the variables in a particular singular
experimental design.
Because of the complexity introduced by the different heuristics applicable in each singular
EVOP stage, a great deal of effort has been devoted to generating worksheets that organize
the resulting information so that it can be easily understood and used. The worksheets
include two sections -- an experimental design and results section and an analysis and action
section. The first section is used to record the variable levels and the resulting effect on the
process for each cycle. The second section is used determine the size and direction of the
next perturbation for that variable as well as summarize clearly the decisions that were
made.
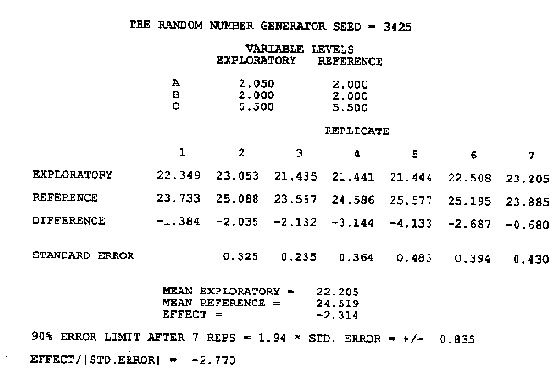
The same simulation is used for both the singular EVOP and factorial EVOP comprehensive
process studies. Figure 5 is an example of the process
simulation information provided for a
factorial EVOP cycle (note that only one variable was perturbed).
Advantages of singular EVOP are:
- avoidance of drastic process or product effects
- process responses directly related to variable perturbations
- a decision strategy guided by tested heuristics
- incorporation of favorable variable interactions
- no limitation on the number of variables that can be included
- avoidance of unattainable combinations of variable levels
- predictably inferior runs are not included in the experimental design
- variables can be added or deleted at any time
- discrete-valued variables can be easily accommodated
Product quality and process efficiency can be expected to improve if EVOP is introduced
into a manufacturing process. Incorporation of EVOP as a normal operating practice will
provide timely detection of, and quick recovery from, inferior process performance caused
by gradual process changes. Although small improvements may lack glamour, they provide
a means for remaining competitive in today's world market.
REFERENCES
1. Bromley, D.A., "Engineering's Renaissance," ASEE Prism, Dec. 1991, p.14.
2. Box, G.E.P., "Evolutionary Operation: a Method for Increasing Industrial Productivity,"
Applied Statistics, Vol. VI, No. 2, pp. 81-101, 1957.
3. Snee, R.D., "Experimenting with Mixtures," Chemtech, Vol. 9, No.11, pp.
702-710, 1979.
4. Box, G.E.P., and Draper, N.R., Evolutionary Operation, John Wiley &
Sons, New York, 1969.
5. Box, G.E.P., and Hunter, J.S., "Condensed Calculations for Evolutionary Operation
Programs," Technometrics, Vol.1, No. 1, pp. 77-95, 1959.
6. Lind, E.E., Goldin, J., and Hickman, J.B., "Fitting Yield and Cost Response Surfaces,"
Chem. Eng. Progress, Vol. 56, No. 11, pp. 62-68, 1960.
7. Hooke, R., and Jeeves, T.A., "Direct Search Solution of Numerical and Statistical
Problems," J. Assoc. Computing Machinery, Vol. 8, No.2, pp. 212-229, 1961.
8. Scarrah, W.P., "The Evolutionary Route to Process Improvement," Chem.
Eng., Vol.99, No.5, pp. 122-125, 1992.
9. Montgomery, D.C., Design and Analysis of Experiments (4th ed.), John
Wiley & Sons, New York, 1997.
Figure 1. Variable Interactions up
Figure 2. Factorial EVOP Study to Maximize a Propellant's Modulus of
Elasticity up
Figure 3. Pharmaceutical Process Simulation - Factorial EVOP Results up
Figure 4. Singular EVOP Study to Maximize a Propellant's Modulus of
Elasticity up
Figure 5. Pharmaceutical Process Simulation - Singular EVOP Cycle
Results up
 Back to Table of
Contents
Back to Table of
Contents